激光切割機操作步驟及保養
激光切割機操作步驟:打開總開關→打(dǎ)開水冷機→打開伺服控製器(qì)(啟動按鈕)→打開電腦(按鈕)
㈠切板:(每次開機、換噴嘴時要回原點(diǎn)一次、標定一(yī)次:數控→BCS100→回原點→確定;BCS100→F1標定→2浮頭(tóu)標定→將噴嘴靠近板麵→確定→顯示(shì)優→確定;換噴嘴時(shí)要打同軸:用膠帶粘在(zài)噴嘴下,按激光點射看(kàn)點是不是在圓的中心)將鑰匙擰到切板(bǎn)方向→打開切板軟件→開氣→擰開激光器(注意此時水溫必須在22℃-26℃才能開激光器!)→左鍵單(dān)擊文件→點擊讀(dú)取→選取***.dxf文件(jiàn)(要切(qiē)得圖形,必須是dxf格式)→點擊工藝參數(F2)(有鏽的選擇帶(dài)模切、孔多時選預穿孔;切薄板(bǎn)時可將工藝中的慢速起(qǐ)步去掉,厚板可設(shè)置慢(màn)速起步)→選取多厚(hòu)的板材(cái)(f:焦距(jù),O2:氧氣氣壓,PZ:噴嘴;焦距氣壓噴嘴大(dà)小需要根據顯示(shì)在切(qiē)割頭手動調;噴(pēn)嘴d代(dài)表雙層,適用於切碳(tàn)鋼板;噴(pēn)嘴s代表單層,適用於切不鏽鋼(gāng)、鍍鋅板材)→根據右下角的顯示更換噴嘴、調氣壓、調整焦距→
①切一個圖形時:單擊排(pái)序(小圖優先)→按住左鍵選中圖形(xíng)→單擊陰切或者陽切(陰切是從線內開始切,線內的不(bú)要(yào);陽切是從線外開始(shǐ)切,線外的不要)→選中圖形→引線(在檢查一下陰切或陽(yáng)切對不對,板厚的(de)引線長度6mm左右,薄板3mm左右;引線位置(zhì)可通過按圖形總長設定)→打開光閥→找一點→點停靠(板在右下停在右下(xià)、板在左下停在左下)→走邊框→遙控器開始切。(也可找到一個點後在軟件上標記(jì)→走邊框→切,下次直接返回標記走邊框不需要(yào)再找點!)
②切一排時:選中一個圖(tú)形→複雜圖形選(xuǎn)順序小圖優先(簡單圖形忽略此步)→起點A→全選→陣列(liè)→1*10行偏移0,列偏移0→全選→共邊→全選→炸開(左下角)→全選陰切或陽切→引線(厚板引線長≥5mm,薄板3mm;注意看(kàn)引線位置(zhì)!!)→看一下(xià)排序→模擬→走邊框→開始切割。
③切幾排時(shí):選擇一個要切的圖形→選擇最邊框(kuàng)清(qīng)除引入引出線→全選→複雜圖(tú)形先(xiān)排序選小圖優先(簡單圖(tú)形忽略(luè)此步)→全選(xuǎn)→陣(zhèn)列→全(quán)選→共邊(biān)(選擇橫平豎直)→全選炸開(裏邊是不規則圖形時(shí)隻選邊(biān)框)→設引線(引線角度為0°,複雜(zá)圖形(xíng)設(shè)為90°;複雜圖形複雜圖形時可選中裏邊的圖形,左上角選擇相似圖形→陰切(qiē)→引線)→看順序(若不是最(zuì)佳順序,可右鍵指定起始圖形)→走邊框→開始切(qiē)。
④針對薄板或小件時為防止(zhǐ)傾斜翹邊(biān)要進行微(wēi)連:點倒三角→自動(dòng)微連→厚板:0.5-0.2;薄板:1.0-1.2。或缺口或橋接
⑤一整張阪排好版切不完第二天繼續切時:暫停→停止→標記坐標,開機後→返回坐標→斷點繼(jì)續。
㈡:切管(每(měi)次開機都要(yào)回原點):①打開切管軟(ruǎn)件→文件→讀取圖形→點擊工藝參數→選取(qǔ)適合厚度(dù)的碳鋼→根據右下角的顯示更換噴嘴、調氣壓、調整焦距→停靠(必須選最遠端)→選中圓→引刀線→3mm→確定→排序從(cóng)大(dà)到小→排序→打(dǎ)開激光器→上管(guǎn)→調好位置,最頭距離激光一段距離(4mm)→按(àn)住快速不鬆手自動尋邊→最好4個麵都尋邊記電腦右下X的數值(zhí)找出3個差不多的→記錄一個麵的旋轉中心(若是扁管,小麵朝上記錄旋(xuán)轉中心)→切(切的時候看管子是否(fǒu)歪(wāi)了)
②由切板→切管:在切板軟件下(xià)回原(yuán)點→關閉(bì)激光(guāng)器→關(guān)閉切板軟件→打開切管軟件→由切板(bǎn)扭到切管(guǎn)→移動到左側回原點→開激光(guāng)器→上管→點(diǎn)擊(jī)工(gōng)藝參數→選取適合厚(hòu)度的(de)碳鋼→根據右下角的顯示更換噴嘴、調氣壓、調整焦距→停靠(必須選最遠端)→選中圓→引刀線→3mm→確定→排序從大到小→排序→打開激光器→上管→調(diào)好位置,最頭距離激光一段距離(4mm)→按住快(kuài)速不鬆手自動尋邊→記錄(lù)旋轉中心→切(qiē)
③由管→板:先將頭移動到機床(chuáng)範圍(wéi)內→關激光器→關(guān)切管軟件開切板軟(ruǎn)件→回原點→開激光器→
④切(qiē)圓管:打開軟件→圓管直徑→輸入直徑(要輸入(rù)的直徑要比實際小(xiǎo)0.5~1mm)→畫一條直線手動輸入圓管圓孔的直徑→圓(yuán)管切割(需輸入角度)→確(què)定→相貫線→相貫直徑(即要在圓管上切(qiē)的(de)圓孔直徑)要小於圓管直徑→陰切(陽切)→引刀(dāo)線
關機(jī):先關伺服→關軟件→關電腦→關水冷→總開關→關氣
問題:①切割麵出現(xiàn)不光滑時:將速度下降,最(zuì)低1000→調f(碳鋼調大,不鏽鋼調小)→切割高度(dù)調大→調氣壓(板越厚氣壓越低(dī),板越薄,氣壓越大)
②切的(de)時候發抖,沒切透是噴嘴的原因。
③常用→補償→:裏麵不要→內縮;要裏麵→外擴
例:要的孔20,實際20.1,則(zé)割縫寬度0.05
④切數字時:把整體分開(kāi)用左下角的炸開→選(xuǎn)中一個→橋接(jiē)
⑤切板時:放好(hǎo)板→自動尋邊,就不需(xū)要手動將板放正,尋邊後可(kě)直接切。
⑥引線(xiàn)無法設定時,可在顯示選擇顯示不封閉圖形。
⑦常用→優化→可將線連上或將部(bù)分線去掉。
⑧有圓角的不能共邊,有圓弧的(de)圖形(xíng)必須(xū)有間隙。J型鉤排(pái)列時行(háng):-45,列:4。
⑨從上到下:準直鏡、聚焦(jiāo)鏡、保護鏡、陶瓷體、噴嘴
維護:①水(shuǐ)冷機的(de)隔塵網15天清洗一次,換水15天一次。
②定期緊螺絲、上油。
③機床潤(rùn)滑:一直按住SET,顯示第一(yī)個:20S,加一次20S;一直按顯示第二個:240分,一個周期;在一直按(àn)SET,則完(wán)成。到標簽下時加油(機(jī)油(yóu)或齒輪油)
④導軌和齒輪一個月保養一次:先用氣槍吹,再用抹布擦最(zuì)後用(yòng)刷子刷(shuā)油。
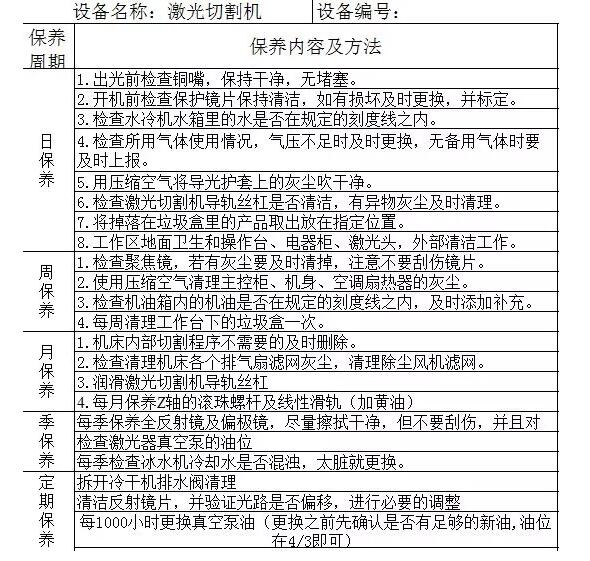
激光切割機(jī)日常保(bǎo)養表
 Send Email
Send Email